





汽车制造



一、客户需求
待改造T42车削中心在2002年从美国哈挺引进,原数控系统采用FANUC系统,机床共有四个伺服轴:X/Z/刀塔回转轴/动力头轴,半闭环控制,主轴为伺服主轴。机床改造前处于停机状态,数控系统及电气系统中的元器件老化,几何精度已部分丧失。

T42车削中心(改造前)
二、解决方案
1、数控系统装置、伺服驱动和电机配置如下表:
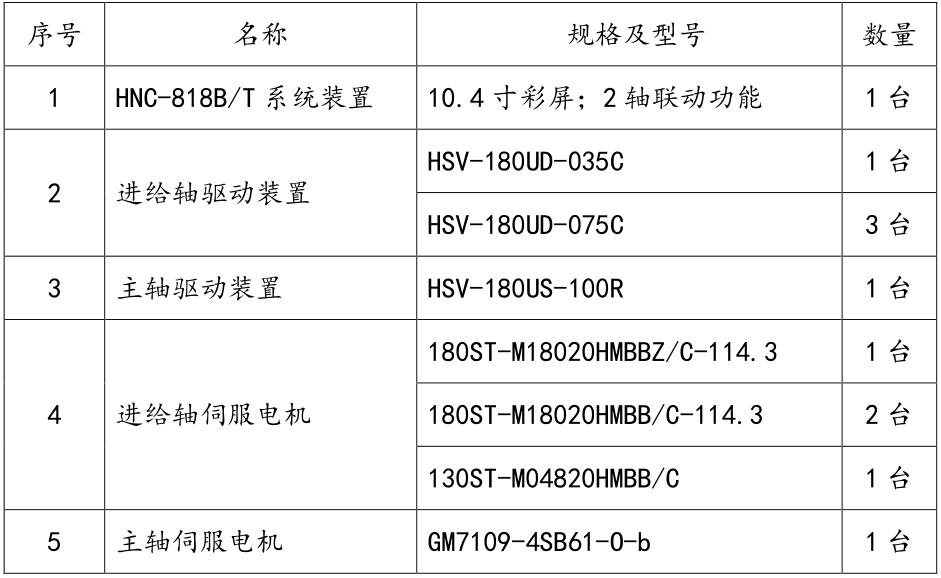

HNC-818B数控系统
2、机床应用数控系统主要功能
T42车削中心改造主要应用华中HNC-818B/T数控系统的两轴联动功能、C/S轴切换功能、进给轴转主轴功能、直线插补功能、圆弧插补功能、螺纹加工功能、第二主轴功能、第一主轴转换成伺服轴参与插补功能、坐标系设定功能、MDI及M、S、T功能、加工图形仿真功能、固定循环功能等。
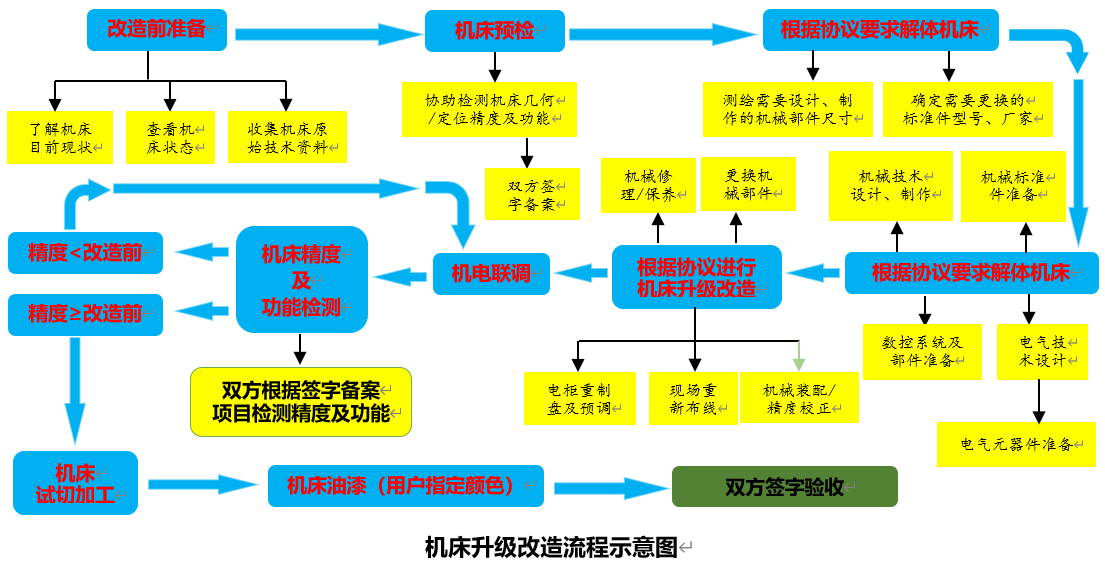
3、机床改造总体流程
4、升级改造主要内容如下:
①采用华中HNC-818B/T数控系统,配套伺服电机和伺服驱动进行改造;
②检修进给轴滚珠丝杆、更换丝杆轴承;
③检修主轴,更换主轴轴承,保证主轴精度及主轴转速;
④检修动力刀塔及液压尾座;
⑤检修机床液压、润滑、冷却、气动系统并更换损坏部件;
⑥重新设计机床电气控制原理图,更换电气控制及电气元器件并重新布线。
⑦恢复原机床精度及功能。
三、应用效果


T42车削中心(改造后)
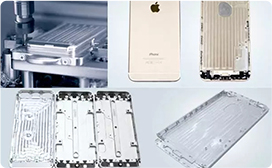
设备改造完成,恢复机床精度和所有使用功能,并运行稳定;主要加工航空发动机燃油控制系统轴销类零件,满足客户工艺要求。